Series 30i-MODEL A, Linear scale with distance-coded reference marks (serial) Additional Manual Page 15
Additional Manual
A-79364E
Title
Draw
No.
Ed. Date Design Description
Date Jan.07.’04 Design. Apprv.
13/13
Page
FANUC Series 30i-MODEL A
Linear scale with distance-coded
reference marks
(
serial
)
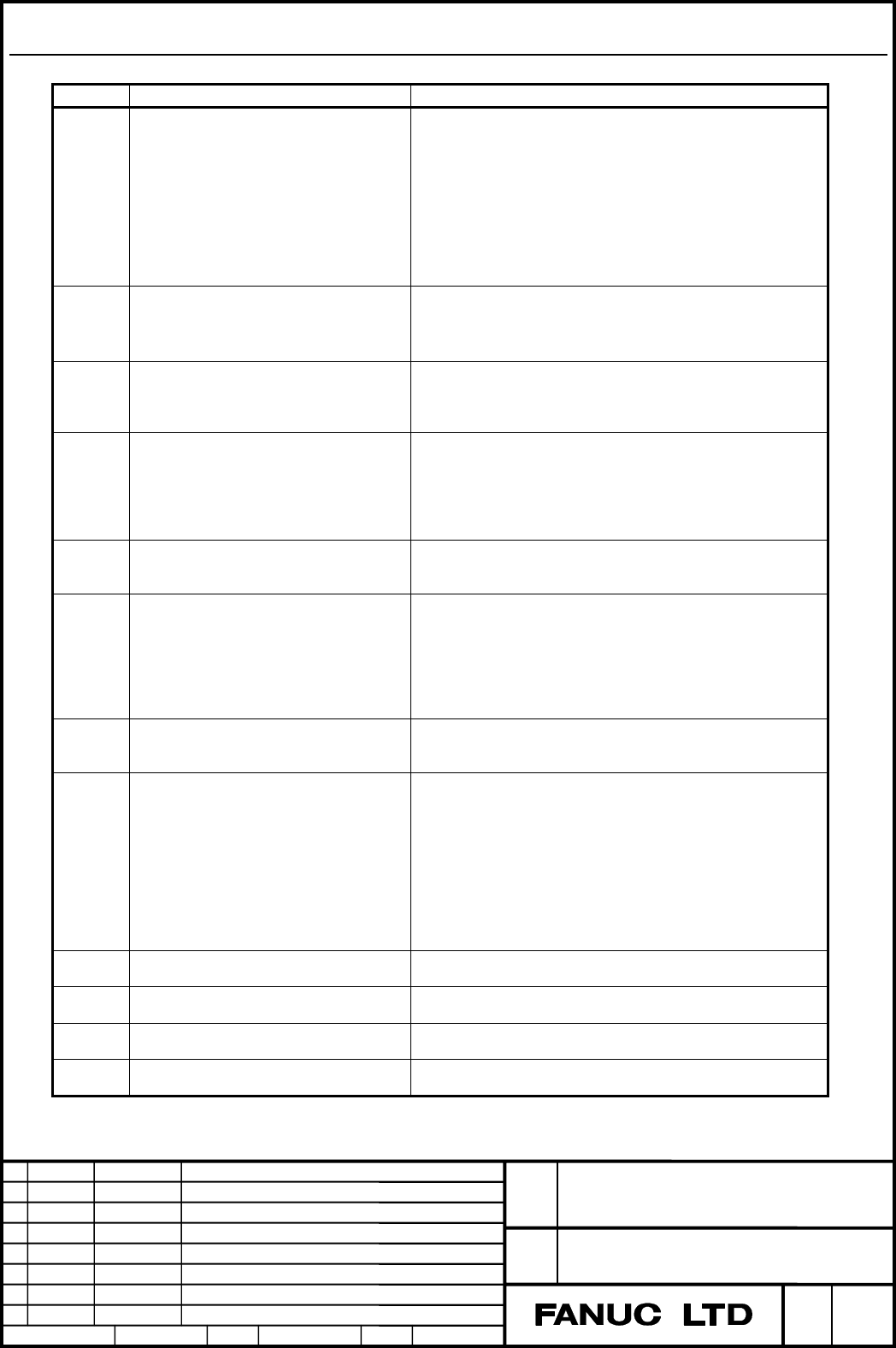
Alarm
No. Message Dessciption
PS0372 REFERENCE RETURN
INCOMPLETE
An attempt was made to perform an automatic return to
the reference position on the orthogonal axis before the
completion of a return to the reference position on the
angular axis.
However, this attempt failed because a manual return to
the reference position during angular axis control or an
automatic return to the reference position after power-up
was not commanded. First, return to the reference position
on the angular axis, then return to the reference position
on the orthogonal axis.
PS0376 SERIAL DCL: ILLEGAL PARAMETER 1. When Parameter No.1815#1 is set to “1”, parameter
No.2002#3 is set to “0”
2. The absolute-position detection function is enabled.
(Parameter No.1815#5 is set to “1”. )
PS5220 REFERENCE POINT ADJUSTMENT
MODE
In case of distance coded linear scale I/F, the reference
point auto setting parameter (No.1819#2) is set to "1".
Move the machine to reference position by manual
operation and execute manual reference return.
DS0016 SERIAL DCL:FOLLOW-UP ERROR 1. The value of parameter No.1883,No.1884 is out of
range.
2. The amount of follow-up is more than 2147483647 or
less than -2147483648 on detection unit. To reduce the
follow-up amount, please adjust the point that we begin
follow-up.
DS0017 SERIAL DCL:REF-POS ESTABLISH
ERR
The amount of movement for establish reference position
was exceeded the amount of parameter No.14010. Please
try again or change parameter No.14010 larger.
DS0018 SERIAL DCL:MISMATCH(SSYNC
CTRL)
Master/slave axes of feed axis synchronization control,
one of them is the linear scale with distance-coded
reference marks (serial) and the other of them is not the
linear scale with distance-coded reference marks (serial).
Please establish reference position with the input signal
SYNCn<G138>, SYNCJn<G140> or parameter SCA
No.8304#5 setting to 0.
DS0019
SERIAL
DCL:MISMATCH(ANGL-AXIS)
On angular axis control, one of the angular/perpendicular
axes is the scale with ref-pos, and the other of them is not
the scale with ref-pos. Such system is not admired.
DS0020
REFERENCE RETURN
INCOMPLETE
An attempt was made to perform an automatic return to
the reference position on the orthogonal axis before the
completion of a return to the reference position on the
angular axis.
However, this attempt failed because a manual return to
the reference position during angular axis control or an
automatic return to the reference position after power-up
was not commanded. First, return to the reference position
on the angular axis, then return to the reference position
on the orthogonal axis.
SV0366 PULSE MISS(INT)
A pulse error occurred on the built-in Pulsecoder.
SV0367 COUNT MISS(INT)
A count error occurred on the built-in Pulsecoder.
SV0382 COUNT MISS(EXT)
A count error occurred on the separate detector.
SV0383 PULSE MISS(EXT) A pulse error occurred on the separate detector.
Contents Summary of Series 30i-MODEL A, Linear scale with distance-coded reference marks (serial) Additional Manual
- Page 1TECHNICAL REPORT NO. TMN 04/020E Date :Mar .30, 2004 General Manager of Software Laboratory FANUC Series 30i-A Newly additional functions 1. Communicate this report to: Your information only GE Fanuc-N, GE Fanuc-E FANUC Robotics MILACRON Machine tool builder Sales agency End user 2. Summary for Sale
- Page 2FANUC Series30i –A newly additional functions Drawing number Functions 1 A-79227E External Data Input 2 A-79226E One Touch Macro call 3 A-79196E Temporary absolute coordinate setting 4 A-79354E System alarm 5 A-79349E Touch Panel Control 6 A-79253E Distance coded linear scale interface 7 A-79364E Li
- Page 3FANUC Series 30i-MODEL A Linear scale with distance-coded reference marks (serial) Specifications FANUC Series 30i-MODEL A Title Linear scale with distance-coded reference marks (serial) Draw A-79364E No. Ed. Date Design Description Page 1/13 Date Jan.07.’04 Design. Apprv.
- Page 4Outline By using High-resolution serial output circuit for the linear scale with distance-coded reference marks (serial), the CNC measures the interval of referenced mark by axis moving of short distance and determines the absolute position. This function enables high-speed high-precision detection
- Page 5Full Closed System CNC Servo Amp Table Separate High Detector Resolution Interface Serial Output Max. 30m Unit Circuit C Linear scale with distance-coded reference marks (serial type) Fig.2 Connection image for Full) Closed System - Procedure for reference position establishment through manual opera
- Page 6- Procedure for reference position establishment through automatic operation If an automatic reference position return (G28) is specified before a reference position is not established, steps (3) to (4) above are performed automatically. After the reference position is established, the automatic ref
- Page 7- Feed axis synchronization control In case of using the feed axis synchronization control, please confirm the following items. - When this function is used with feed axis synchronization control axes, the linear scale with distance-coded reference marks (serial) used for the master axis and that us
- Page 8- angular axis control In case of using the angular axis control, please confirm the following items. - It is necessary to use the linear scale with distance-coded reference marks (serial) for both the perpendicular axis and the angular axis. If not, the alarm DS0019 occurs when reference position e
- Page 9(4) On flexible synchronization control mode, reference position can't be established. (5) Straightness compensation function When the reference point establishment of moving axis is executed after the establishment of compensation axis, the compensation axis is moved by straightness compensation am
- Page 10#0 RFSx When the conditions are as follows, the axis moves to intermediate position and the reference position is not established, and: 0 : the axis moves to the reference point. 1 : sequence complete without moving to the reference point. (Conditions) - Reference position is not established (ZRFn=0
- Page 11#2 DATx When a manual reference point return is executed, an automatic setting of parameter No.1883,1884 is 0 : Not executed. 1 : Executed. The procedure of the automatic setting are following : (1) Set a correct value to parameter No.1815,1821,1882. (2) Positioning the axis to reference position by
- Page 12When a reference point is located in plus side of a scale zero, set a plus value to this parameter. And a reference point is located in minus side, set a minus value. Reference point Scale zero Scale end Mark1 Mark2 Mark1 Mark2 Mark1=Mark2 ……. 8.0 42.0 8.2 41.8 PRM.1884 × 1,000,000,000 + PRM.1883 [E
- Page 13[The setting method of parameter No.1883] You can determine the setting value by the following procedure. (1) Set "1" to parameter No.1815#2,#1, No.1818#3 to make this function available. Set a correct value to parameter No.1821, No.1882. Set "0" to parameter No.1240. Set "0" to parameter No.1883,18
- Page 14On the linear scale with distance-coded reference marks (serial ), the amount of movement on FL-speed during establishment of reference point is set. If the reference point is not established despite the amount of FL-speed movement exceeds this parameter, alarm DS0017(SERIAL DCL:REF-POS ESTABLISH ER
- Page 15Alarm No. Message Dessciption PS0372 REFERENCE RETURN An attempt was made to perform an automatic return to INCOMPLETE the reference position on the orthogonal axis before the completion of a return to the reference position on the angular axis. However, this attempt failed because a manual return t