Series 30i-MODEL A, Start lock, Interlock signal for each axis and direction Additional Manual Page 6
Additional Manual
A-79361E
Title
Draw
No.
Ed. Date Design Description
Date Jan.06.’04 Design. Apprv.
4/9
page
FANUC Series 30i-MODEL A
Start lock, Interlock signal
for each axis and direction
All axes Interlock signal *IT<G008#0>
[Classification] Input signal
[Function] This signal is used to inhibit the machine from moving, and is effective
regardless of the selected mode.
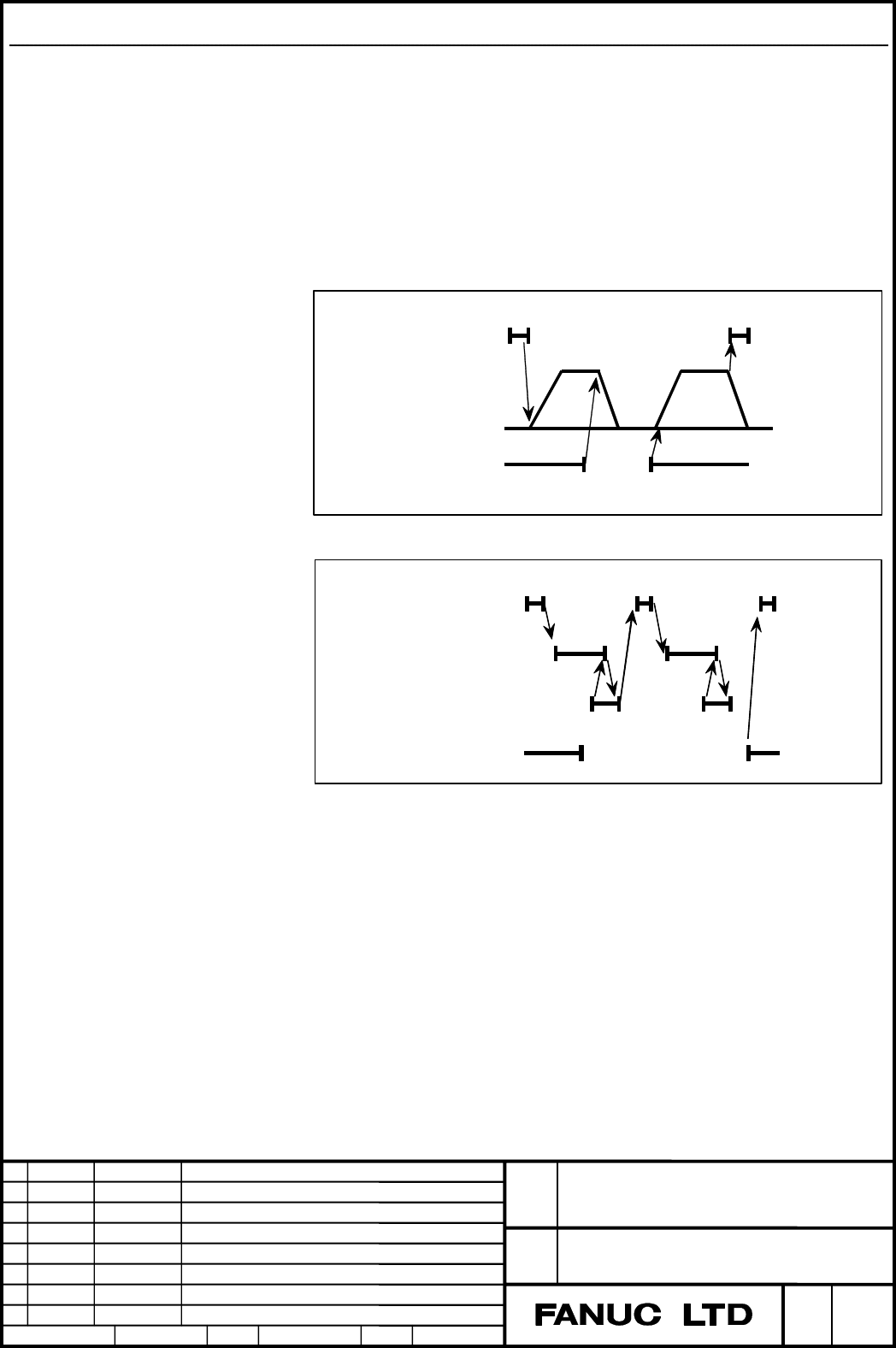
[Operation] When the *IT signal is “0”, the axis movement is decelerated and
stopped. In automatic operation, blocks containing M, S, T or B 2nd
auxiliary mode commands are executed consecutively until a block
containing an axis move command is encountered; the system then stops
and is placed into the automatic operation mode (cycle start lamp signal
STL is “1”, feed hold lamp signal SPL is “0”). When the *IT signal turns
to “1”, operation resumes (Figs. 2.5(c), (d)).
Command read
Axis move
*IT
Fig. 2.5 (c) Block containing axis move commands only
(manual and automatic operation)
Command read
MF/SF/TF/BF
FIN
*IT
Fig. 2.5 (d) Block containing auxiliary functions only
(automatic operation)
Contents Summary of Series 30i-MODEL A, Start lock, Interlock signal for each axis and direction Additional Manual
- Page 1TECHNICAL REPORT NO. TMN 04/020E Date :Mar .30, 2004 General Manager of Software Laboratory FANUC Series 30i-A Newly additional functions 1. Communicate this report to: Your information only GE Fanuc-N, GE Fanuc-E FANUC Robotics MILACRON Machine tool builder Sales agency End user 2. Summary for Sale
- Page 2FANUC Series30i –A newly additional functions Drawing number Functions 1 A-79227E External Data Input 2 A-79226E One Touch Macro call 3 A-79196E Temporary absolute coordinate setting 4 A-79354E System alarm 5 A-79349E Touch Panel Control 6 A-79253E Distance coded linear scale interface 7 A-79364E Li
- Page 3FANUC Series 30i-MODEL A Start lock, Interlock signal for each axis and direction Specifications FANUC Series 30i-MODEL A Title Start lock, Interlock signal for each axis and direction Draw A-79361E No. Ed. Date Design Description page 1/9 Date Jan.06.’04 Design. Apprv.
- Page 4The following descriptions have been added in the “2.5 START LOCK/INTERLOCK” in the connection manual (FUNCTION)(B-63943EN-1_CHAPTER2.) 1. The description of “Start lock signal STLK
- Page 51.1 START LOCK/INTERLOCK General These signals disable machine movement along axes. When any of these signals is activated during movement, tool movement along the affected axis (or axes) is decelerated, then stopped. Signal Start lock signal STLK
- Page 6All axes Interlock signal *IT
- Page 7NOTE The overtravel distance of the motor after turning *IT to “0” is represented by the following formula. Qmax = Fm×1/60×(A/1000+Tc/1000+Ts/1000) Qmax : Overtravel quantity[mm or inch] Fm : Feedrate[mm/minor inch/min] Tc : Cutting time constant [ms] Ts : Servo time constant(Ts=33ms normally) A : P
- Page 8NOTE In the T series, when bit 4 (DAU) of parameter No. 3003 is 0, a directional interlock for each axis is applied only during manual operation. To allow a directional interlock for each axis also during automatic operation, set bit 4 (DAU) of parameter No. 3003 to 1. Block start interlock signal *
- Page 9Signal address #7 #6 #5 #4 #3 #2 #1 #0 Gn007 STLK Gn008 *BSL *CSL *IT Gn130 *IT8 *IT7 *IT6 *IT5 *IT4 *IT3 *IT2 *IT1 Gn132 +MIT8 +MIT7 +MIT6 +MIT5 +MIT4 +MIT3 +MIT2 +MIT1 Gn134 -MIT8 -MIT7 -MIT6 -MIT5 -MIT4 -MIT3 -MIT2 -MIT1 X004 -MIT2 +MIT2 -MIT1 +MIT1 #2 #2 #2 #2 X013 -MIT2 +MIT2 -MIT1 +MIT1 #3 #3
- Page 10Parameter #7 #6 #5 #4 #3 #2 #1 #0 3003 DAU DIT ITX ITL DIT ITX ITL [Input type] Parameter input [Data type] Bit path #0 ITL Interlock signal 0:Enabled 1:Disabled #2 ITX Interlock signals for each axis 0:Enabled 1:Disabled #3 DIT Interlock for each axis direction 0:Enabled 1:Disabled #4 DAU If bit 3
- Page 11#7 #6 #5 #4 #3 #2 #1 #0 5009 GSC [Input type] Parameter input [Data type] Bit path NOTE When this parameter is set, the power must be turned off before operation is continued. #0 GSC Specifies from which the offset write signal is to be input for the direct input of tool offset value measurement B f