FS 16i/18i/21i-TB Additional Manual Page 12
Additional Manual
TITLE
FANUC Series 16i/18i/21i-TB
AI nano contour control
Specifications
EDIT. DATE DESIG. DESCRIPTION
FANUC LTD
SHEET
12/37
DRAW. NO.
A-78962EN (2) is added. 2003.03.27 02
CUST.
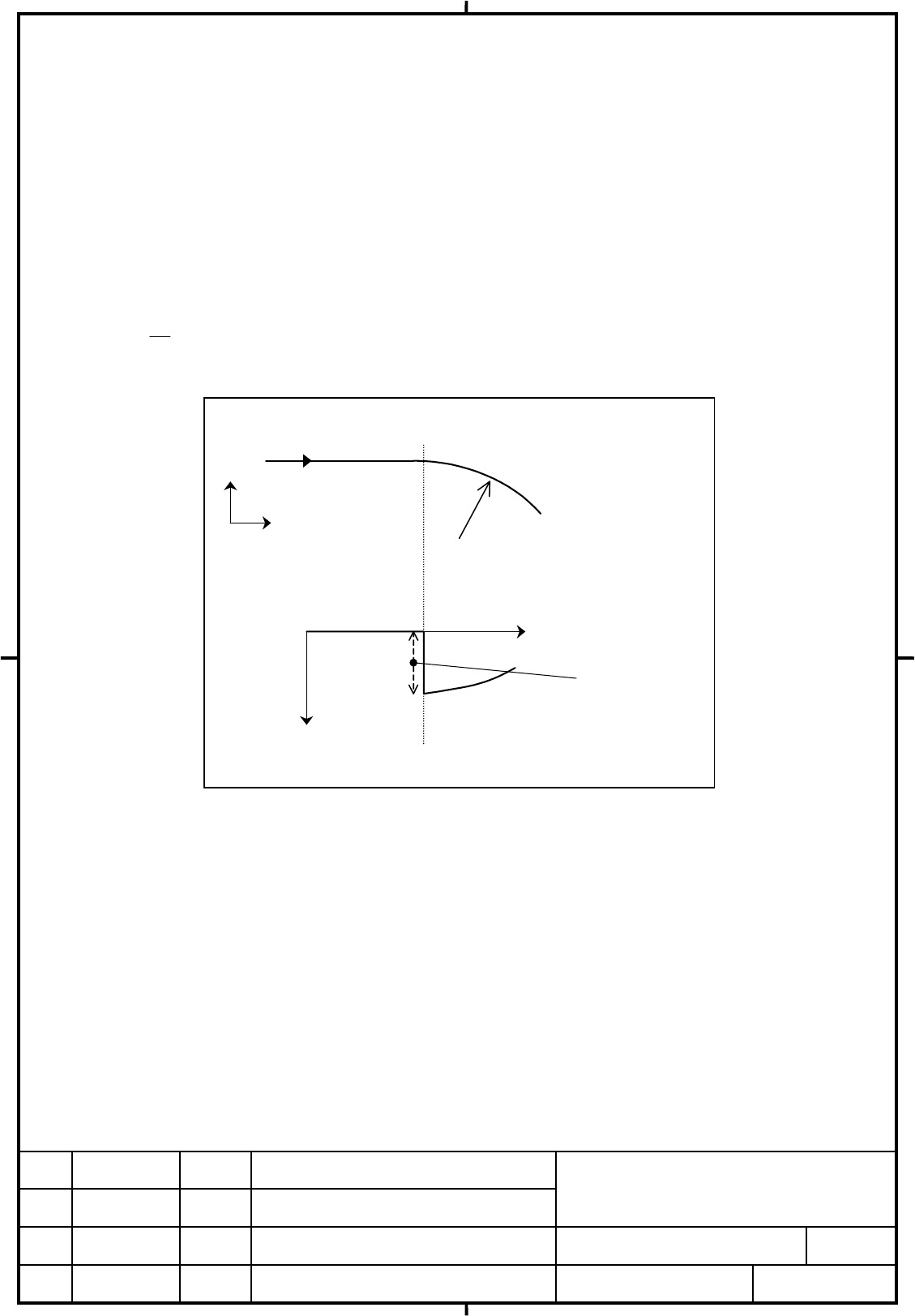
♦ Setting a permissible acceleration change level
Parameter No.1788 is used to set a permissible acceleration change level for each axis. The permissible
acceleration change level is a rate per ms. If a parameter value is 0, speed control based on changes to
acceleration is not performed for the axis that corresponds to that parameter value.
(Example of parameter setting) (2)
In case of transition from liner interpolation to circle interpolation, such as in the following figure, if the
command feedrate ν is 6000mm/min and radius of circle
r
is 10mm, acceleration change for X-axis
becomes as follows:
2
2
/1000 smm
r
v
=
X
Z
X-axis
Acceleration
Acceleration
Time
Transition from liner interpolation
to circular interpolation
Feedrate 6000mm/min
Acceleration
change
1000mm/s
2
Radius 10mm
To keep this acceleration change below 300mm/s
2
, set 300mm/s
2
in the parameter No.1788 for X-axis.
However, acceleration change is calculated in interpolation unit in CNC, consequently calculated
acceleration change value might be different from theoretically value. And the actual tool machine
movement is influenced by acceleration/deceleration and so on, therefore adjust parameter setting value.
Contents Summary of FS 16i/18i/21i-TB Additional Manual
- Page 1FANUC Series 16i/18i/21i-TB AI nano contour control Specifications Contents 1. OUTLINE ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2. SPECIFICATION ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.1 Command format ........................................................
- Page 21. Outline AI nano contour control function is provided for high-speed, high-precision machining. This function enables suppression of acceleration/deceleration delays and servo delays that become larger with increases in the feedrate and reduction of machining profile errors. And this function calc
- Page 32.3 Nano-interpolation Nano-interpolation calculates a position command to be output to the digital servo in nanometers (nm) for a conventional program (IS-B, IS-C or IS-D command). Using the calculation results, a smooth position command is output to the servo, so the machine can be moved smoothly
- Page 4(Example of deceleration) Deceleration is started in a prior block so that the feedrate specified for the target block is reached at the execution. Feedrate Specified feedrate Point1 F3 Feedrate determined by acceleration/deceleration Point2 before interpolation F2 F1 Time N1 N2 To decelerate from f
- Page 52.5 Look-ahead bell-shaped acceleration / deceleration before interpolation (The option of look-ahead bell-shaped acceleration/deceleration before interpolation is necessary.) Linear acceleration/deceleration before interpolation for cutting feed in the AI nano contour control mode can be changed to
- Page 6When the feedrate is changed, deceleration and acceleration are performed as follows: For deceleration: Bell-shaped deceleration is started in the preceding block so that deceleration terminates by the beginning of the block in which the feedrate is changed. For acceleration: Bell-shaped acceleratio
- Page 7For example, assume that the tool move direction changes by 90 degrees from movement along the Z-axis to that along the X-axis. Also assume that the specified feedrate is 1000 mm/min and the allowable feedrate difference (parameter No.1783) is 500 mm/min. Deceleration is performed as shown in the fi
- Page 82.7 Feedrate clamping by acceleration When continuous minute straight lines form curves as shown in the example in the figure below, the feedrate difference for each axis at each corner is not so large. For this reason, deceleration according to the feedrate difference is not effective. Continuous s
- Page 9Feedrate along the Z-axis Feedrate along the X-axis Tangential feedrate N1 N5 N9 N1 N5 N9 TITLE FANUC Series 16i/18i/21i-TB AI nano contour control Specifications DRAW. NO. CUST. 02 2003.03.27 (2) is added. A-78962EN SHEET EDIT. DATE DESIG. DESCRIPTION FANUC LTD 9/37
- Page 102.8 Feedrate clamping by arc radius The maximum allowable feedrate v for an arc of radius r specified in a program is calculated using the arc radius R (parameter No.1731) and maximum allowable feedrate V (parameter No.1730) for the radius as follows so that the acceleration in an arc block does not
- Page 112.9 Jerk control (The option for jerk control is required.) There are two types of jerk control functions as described below. (1) Speed control based on changes to acceleration for each axis (2) Look-ahead smooth bell-shaped acceleration/deceleration before interpolation (1) Speed control based on c
- Page 12♦ Setting a permissible acceleration change level Parameter No.1788 is used to set a permissible acceleration change level for each axis. The permissible acceleration change level is a rate per ms. If a parameter value is 0, speed control based on changes to acceleration is not performed for the axi
- Page 13♦ Continuous linear interpolation In speed control based on acceleration changes in continuous linear interpolation, the deceleration speed is obtained from changes to acceleration between the start and end points of a command block. When a machining program specifies a curved shape using continuous
- Page 14(2) Look-ahead smooth bell-shaped acceleration/deceleration before interpolation Look-ahead bell-shaped acceleration/deceleration before interpolation achieves smooth acceleration /deceleration by making constant changes to acceleration in the specified acceleration change time. Look-ahead smooth be
- Page 15♦ Setting jerk change time The jerk change time is set in parameter No.1790 as a ratio to the acceleration change time. Therefore, the actual jerk change time is determined as the ratio to the acceleration change time set in parameter No.1772. The jerk change time must be below or equal to half the
- Page 162.10 Rapid traverse Linear interpolation type or non-linear interpolation type is selected by parameters for rapid traverse. When parameter AIR (No.7054#1)=0 or LRP (No.1401#1)=1, Linear interpolation type is selected. When parameter AIR (No.7054#1)=1 and LRP (No.1401#1)=0, non-linear interpolation
- Page 17When supposing that the feedrate is F, the acceleration at linear shaped is A and the time constant of bell-shaped shaped is T, the time for acceleration / deceleration is as follows. Time for acceleration / deceleration =F/A (in case of linear type) =F/A+T (in case of bell-shaped type) Feedrate F F
- Page 182.11 Feed per minute (G98) / Feed per revolution (G99) The feed per minute and feed per revolution can be commanded in AI nano contour control mode. And AI nano contour control mode can be commanded in the feed per minute mode or feed per revolution mode. The unit and range at the feedrate (F) is th
- Page 192.13 Specifications list (Note) 1. Additional options are required in some cases. 2. G-codes are described in G code system A. Item Specifications Controlled axis O: It is possible to command. X: It is not possible to command. Path 1CPU 1-path and 2CPUs 2-paths systems are available. (Note) 1CPU 2-p
- Page 20Feed hold O Manual handle interruption X Manual handle retrace O In the check mode, AI nano contour control mode command (2) (G05.1Q1) becomes ineffective. And if the check mode signal MMOD
- Page 21Inverse time feed (G93) X Override cancel O External deceleration O Advanced preview control (G08) X Bell-type acceleration/deceleration before O look ahead interpolation High-precision / AI high-precision / X AI nano high-precision contour control (G05 P10000) Jerk control O Program input O: It is
- Page 22Auxiliary/Spindle speed function O: It is possible to command. X: It is not possible to command. Auxiliary function (Mxxxx) O 2nd auxiliary function (Bxxxx) O Auxiliary function lock O High-speed M/S/T/B interface O Multiple command of auxiliary function O M code group check O Spindle speed function
- Page 232.14 Conditions to enter AI nano contour control mode The modal data when G05.1 Q1 is specified should be as follows. If these conditions are not satisfied, the alarm No.5111 occurs. (Note) G-codes are described in G code system A. G code Meaning G00 Positioning G01 Linear interpolation G02 Circular
- Page 243. Parameter 3.1 Look-ahead linear acceleration / deceleration before interpolation 1770 Parameter 1 for setting an acceleration for linear acceleration / deceleration before interpolation (maximum machining speed during linear acceleration / deceleration before interpolation) Data type : 2-word Uni
- Page 251784 Feedrate when overtravel alarm has occurred during acceleration / deceleration before interpolation Data type : Word Unit of data : Increment system Unit of data Valid range Valid range : IS-B IS-C IS-D (2) Millimeter machine 1 mm/min 6 to 15000 6 to 12000 6 to 10000 Inch machine 0.1 inch/min 6
- Page 263.2 Look-ahead bell-shaped acceleration / deceleration before interpolation (The option of look-ahead bell-shaped acceleration/deceleration before interpolation is necessary.) #7 #6 #5 #4 #3 #2 #1 #0 1603 BEL Data type : Bit BEL : The acceleration/deceleration type during AI nano contour control mod
- Page 273.3 Automatic corner deceleration 1783 Allowable feedrate difference for the feedrate difference based corner deceleration function (linear acceleration / deceleration before interpolation) Data type : Word axis Unit of data : Increment system Unit of data Valid range Valid range : IS-B IS-C IS-D (2
- Page 283.5 Feedrate clamp based on arc radius 1730 Maximum feedrate for arc radius R Data type : Word Unit of data : Increment system Unit of data Valid range Valid range : IS-B IS-C IS-D (2) Millimeter machine 1 mm/min 8 to 15000 8 to 12000 8 to 10000 Inch machine 0.1 inch/min 8 to 6000 8 to 4800 8 to 400
- Page 293.6 Jerk control (The option for jerk control is required.) 1788 Permissible acceleration change level for each axis in speed control based on acceleration changes for jerk control Data type : 2-word axis Unit of data : Increment system IS-B IS-C IS-D Unit (2) 2 Millimeter machine 0.001 0.0001 0.000
- Page 301790 Ratio of the jerk change time in smooth bell-shaped acceleration/deceleration before interpolation Data type : Byte Unit of data : % Valid range : 0 to 50 Specify the percent jerk change time with respect to the acceleration change time (*1) in look-ahead smooth bell-shaped acceleration/ decele
- Page 311773 Time constant T or T 1 used for linear acceleration/deceleration or bell-shaped acceleration/deceleration in rapid traverse for each axis Data type : Word axis Unit of data : 1 msec Valid range : 0 to 4000 Set time constant T or T 1 used for linear acceleration/deceleration or bell-shaped accel
- Page 323.8 Others 1422 Maximum cutting feedrate in AI nano contour control mode Data type : 2-word Unit of data : Increment system Unit of data Valid range Valid range : IS-B IS-C IS-D (2) Millimeter machine 1 mm/min 6 to 240000 6 to 100000 6 to 10000 Inch machine 0.1 inch/min 6 to 96000 6 to 48000 6 to 40
- Page 334. Signal AI nano contour control mode signal AICC
- Page 346. Note (1) When this function is used, the option of the AI nano contour control is needed. And when there is the AI nano contour control option, it is possible to specify the advanced preview control (G08 P1). (2) The deceleration of the axis is started when the total travel of the axis in the blo
- Page 357. Notes on using custom macros 7.1 Macro statement processing For smooth machining, the CNC buffers the next NC statement. In AI nano contour control mode, not only the next statement but also multiple blocks are buffered. However, a macro statement such as an expression and conditional branch is p
- Page 367.3 Notes on using system variables When a system variable listed in the table below is used in a macro program, and the macro program needs to be executed after the block immediately preceding the macro program is executed, an M code (parameter No. 3411 to No. 3432) for suppressing buffering or G53
- Page 37(Example) O0001 O2000 N1 X10.Z10.; (Mxx;) Inserts an M code block for suppressing buffering. N2 M98P2000; N100 #1=#5041; (Reads the current position along the X axis.) N3 Z200.0; N101 #2=#5042; (Reads the current position along the Z-axis.) : : M99; In the example above, while the N1 block of the ma